

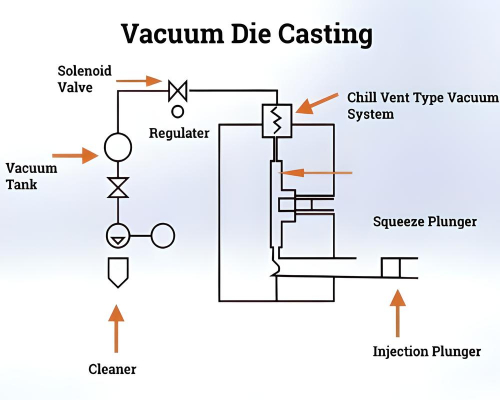
Processus de coulée | GDC | HPDC |
Explication | Une méthode de coulée dans laquelle le métal liquide est versé dans un moule en métal en utilisant la gravité de la terre, et se solidifier sous l'action de la gravité pour former une coulée. | Un procédé de coulée dans lequel un alliage d'aluminium liquide à 660 degrés est versé dans la chambre de pression d'une machine de coulée sous pression pour remplir une cavité de moule sous haute pression et à grande vitesse, puis se former sous haute pression pour obtenir une pièce de coulée. |
Avantage | 1) Il y a peu de pores dans la coulée, qui peuvent être traités thermiquement, et la force du produit peut être grandement améliorée après traitement thermique. 2) Longue durée de vie du moule et faible coût du moule 3) allongement plus élevé 4) Le processus est relativement simple. | 1) bonne qualité du produit 2) Productivité élevée et utilisation accrue des moules de moulage sous pression 3) Bonnes avantages économiques |
Inconvénient | 1) Remplissage lent et faible efficacité de production, entraînant des coûts de produit plus élevés. 2) S'appuyant sur le moulage par auto-poids liquide, le produit a une faible densité et une résistance légèrement inférieure. 3) La finition de surface du produit n'est pas élevée et le produit de coulée est susceptible de former une fosse en forme de souffle sur la surface après refroidissement et rétrécissement. 4) Ne convient pas à la production de pièces à paroi mince | 1) La structure du moule est complexe, le coût de fabrication est élevé et le cycle de préparation est long. 2) La vitesse de coulée sous pression est élevée, le gaz dans la cavité est difficile à évacuer complètement, et le moule métallique se solidifie rapidement dans le moule, et la possibilité de retrait est faible, de sorte que la coulée est sujette à produire de petits pores et un rétrécissement. 3) La plasticité des pièces de moulage sous pression est faible, il ne convient donc pas pour travailler sous charge de choc et vibration. |
Application | Convient aux produits de grande épaisseur de paroi, tels que les jointures de direction, les bras de commande et autres pièces de sécurité du châssis. | 1) Disque, couvercle rond, couvercle de boîtier de type anneau-pompe, retenue de roulement, volant, etc. 2) Cylindres multi-cavités, coques-blocs cylindres, culasses, pompes à huile. |


 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, Chine
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, Chine