

Les pièces moulées en alliage d'aluminium présentent les avantages d'une efficacité de production élevée, de faibles coûts de traitement, d'une automatisation mécanique facile dans le processus de production, d'une précision dimensionnelle élevée des pièces moulées, d'une bonne qualité de surface, et de bonnes propriétés mécaniques globales.
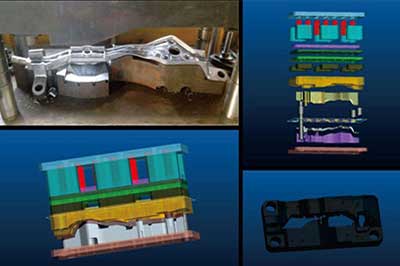
Les pièces moulées en alliage d'aluminium doivent être formées par des moules et combinées avec des machines de moulage sous pression et des alliages d'aluminium pour une utilisation complète. Le principe deProcessus de moulage sous pressionEst que le liquide métallique est versé dans la cavité d'un moule métallique de précision à grande vitesse sous haute pression, puis le liquide métallique est refroidi et solidifié en une coulée sous pression. Les pièces moulées à chambre froide et chaude sont deux méthodes de base de moulage sous pression. Dans la coulée sous pression à chambre froide, le liquide métallique est versé dans la chambre par un dispositif de coulée manuelle ou automatique, puis le poinçon d'injection avance et presse le métal liquide dans la cavité. Dans le processus de coulée sous pression à chambre chaude, la chambre de pression est perpendiculaire au creuset, et le métal fondu s'écoule automatiquement dans la chambre de pression à travers l'orifice d'alimentation de la chambre. Le poinçon d'injection se déplace vers le bas pour pousser le métal fondu dans la cavité à travers le tube de col de cygne. Une fois le métal fondu solidifié, le moule de moulage sous pression est ouvert et la coulée est retirée pour terminer tout le processus de formation de coulée sous pression.
Dans le processus de fabrication de pièces moulées en alliage d'aluminium, la qualité de traitement de surface de la cavité du moule peut être efficacement améliorée. Et la surface de la cavité du moule ne doit pas avoir de marques d'usinage profondes évidentes pour empêcher le moule de se fissurer en raison de la concentration de contraintes pendant le travail. Lorsque le moule est terminé, la surface de la cavité doit être efficacement polie et broyée pour maintenir la rugosité de surface de la cavité sous 0,8 μm.

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, Chine
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, Chine