

L'industrie manufacturière exige des composants mécaniques de plus en plus légers et de haute performance, ce qui entraîne une augmentation de l'utilisation de structures en forme de plaques à parois minces. Cependant, ces conceptions présentent des défis importants lors de la fabrication. Les opérations de coulée et d'usinage peuvent introduire des déformations importantes dues à des facteurs tels que des contraintes résiduelles et un serrage incorrect. Cela peut entraîner des inexactitudes dimensionnelles, une durée de vie réduite en fatigue et des performances compromises. Cet article se concentre sur une plaque intermédiaire automobile en tant qu'étude de cas pour explorer des stratégies efficaces pour minimiser la déformation dans les pièces moulées à parois minces.
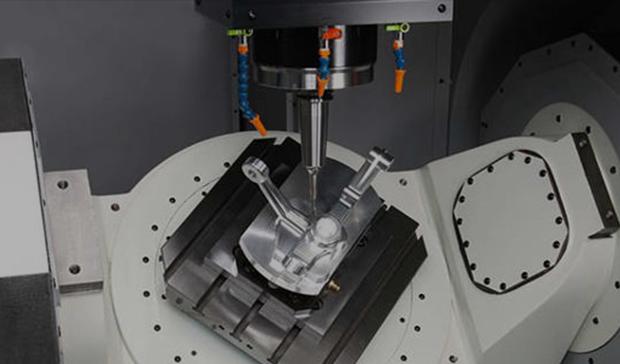
La plaque centrale est un élément clé utilisé pour fixer les moteurs des deux côtés dans une certaine boîte de vitesses automobile. Il pèse environ 1.2kg et est en alliage d'aluminium moulé sous la dent ADC12. L'apparence est illustrée à la figure 1. Il s'agit d'une pièce typique en forme de plaque à paroi mince, en forme de disque, avec une taille extérieure d'environ φ 340mm. L'épaisseur de paroi de la partie de connexion du milieu est de 5mm. Afin de rendre le design léger, une grande surface est évidée, ce qui réduit considérablement la rigidité de la pièce et augmente la difficulté de son moulage sous pression et de son traitement.



1. Appuyez sur la tête 2. Tailstock d'axe en U 3. Tailstock L plaque 4. Plaque inférieure de fixation 5. Goupille de diamant 6. Support flottant 7. Support fixe 8. Colonne de guidage de prépositionnement 9. Goupille ronde
En raison de la faible rigidité de la plaque médiane, un petit couple de serrage peut également produire un effet de levier, provoquant une déformation locale de la pièce, un rebond après traitement et une réduction de la précision de traitement. Par conséquent, le point de serrage et le point d'appui de ces pièces doivent être réglés point à point, et le bras de force de serrage doit être 0 autant que possible. La séquence d'action est: mettre la pièce en place → serrer le support fixe → faire flotter le support flottant → serrer le point de serrage du support flottant.

Figure 4 Z3-2 diagramme de fluctuation de décalage de coordonnées de l'axe Y du trou

Figure 5 Décalage thermique de l'axe X/Y du centre d'usinage vertical

 NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, Chine
NO.38 Duanzhou 3rd Road, Zhaoqing(526060), Guangdong, Chine